 Products Home
Products Homeエッセンシャルキット:クランプフォーク&ポストホルダー
- Kit Contains 130 Pieces
- Heavy-Duty, Welded Steel Cabinet Frame
- Cabinet Frame Can Be Wall Mounted or Stacked
- Equipped with Easy-to-Read Labels
ESK14
9 Drawers, 130 Pieces
Kit Components
See Contents Tab for Descriptions of Each Item
x10
x10
x10
x10
x10
x10
x10
x10
x15
x15
x10
x10











Please Wait

Click to Enlarge
ケースの背面に壁掛け用スロット穴

特長
- クランプフォーク、スイベル式ならびに台座付きポストホルダ
- フレーム寸法(L×W×H):432 mm×279 mm×279 mm
- 引き出し寸法(L×W×H):268 mm×132 mm x 78 mm
- 必要な製品の場所が分かりやすい写真付きラベル
- 個別に購入するよりもお得な価格
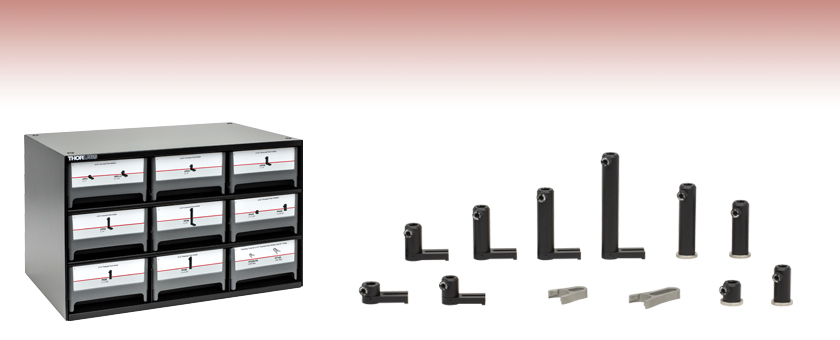
当社のクランプフォーク&ポストホルダーキットESK14/Mには、よくご使用頂いている130の製品が、整理された便利なコンパートメントに納められています。キットには、クランプフォークのほかにスイベル式ならびに台座付きポストホルダ(Ø12 mm~Ø12.7 mm(Ø1/2インチポスト用)が含まれます。 各コンパートメントには、型番と製品の写真を表示したラベルが付いています。キットに含まれる部品の詳細は、「製品内容」のタブをご覧ください。キットには、予備の仕切り板やお好みのラベルを作成するための白色のステッカーも含まれます。
取付け例
キットは、取り出しやすいようにテーブルトップ上に置くことができますが、19インチラックRK3884に取り付け可能なラックシェルフの RK4101または RK4102の上に置くこともできます。右の写真は、19インチラック内に置かれたキットESK14(/M)と他のカスタムラベル付きキャビネットST9です。エッセンシャルキットシリーズに使用されているキャビネットには、いずれもケースの背面に壁取付け用のスロット穴が付いており(右端の写真)、また安定に積み重ねられるように上部にくぼみ、下部に4本の脚が付いています。注意:このキットの重量は約18.1 kgです。取り付ける前に壁や壁取付け部の耐荷重をご確認ください。
| ESK14 Items (Imperial) | ESK14/M Items (Metric) | Description | Image (Click Image to Enlarge) | Quantity |
|---|---|---|---|---|
| UPH1 | UPH30/M | Universal Post Holder with Spring-Loaded Hex Locking Thumbscrew, L = 1" (30 mm) |  | 10 |
| UPH1.5 | UPH40/M | Universal Post Holder with Spring-Loaded Hex Locking Thumbscrew, L = 1.5" (40 mm) |  | 10 |
| UPH2 | UPH50/M | Universal Post Holder with Spring-Loaded Hex Locking Thumbscrew, L = 2" (50 mm) |  | 15 |
| UPH3 | UPH75/M | Universal Post Holder with Spring-Loaded Hex Locking Thumbscrew, L = 3" (75 mm) |  | 15 |
| UPH4 | UPH100/M | Universal Post Holder with Spring-Loaded Hex Locking Thumbscrew, L = 4" (100 mm) |  | 10 |
| UPH6 | UPH150/M | Universal Post Holder with Spring-Loaded Hex Locking Thumbscrew, L = 6" (150 mm) |  | 10 |
| PH1E | PH30E/M | Pedestal Post Holder with Spring-Loaded Hex Locking Thumbscrew, L = 1.19" (34.7 mm) |  | 10 |
| PH2E | PH50E/M | Pedestal Post Holder with Spring-Loaded Hex Locking Thumbscrew, L = 2.19" (54.7 mm) |  | 10 |
| PH3E | PH75E/M | Pedestal Post Holder with Spring-Loaded Hex Locking Thumbscrew, L = 3.19" (79.7 mm) |  | 10 |
| PH4E | PH100E/M | Pedestal Post Holder with Spring-Loaded Hex Locking Thumbscrew, L = 4.19" (104.7 mm) |  | 10 |
| CF038-P5 | Clamping Fork, 0.40" Counterbored Slot, Universal |  | 2 Packs of 5 | |
| CF125-P5 | Clamping Fork, 1.24" Counterbored Slot, Universal | 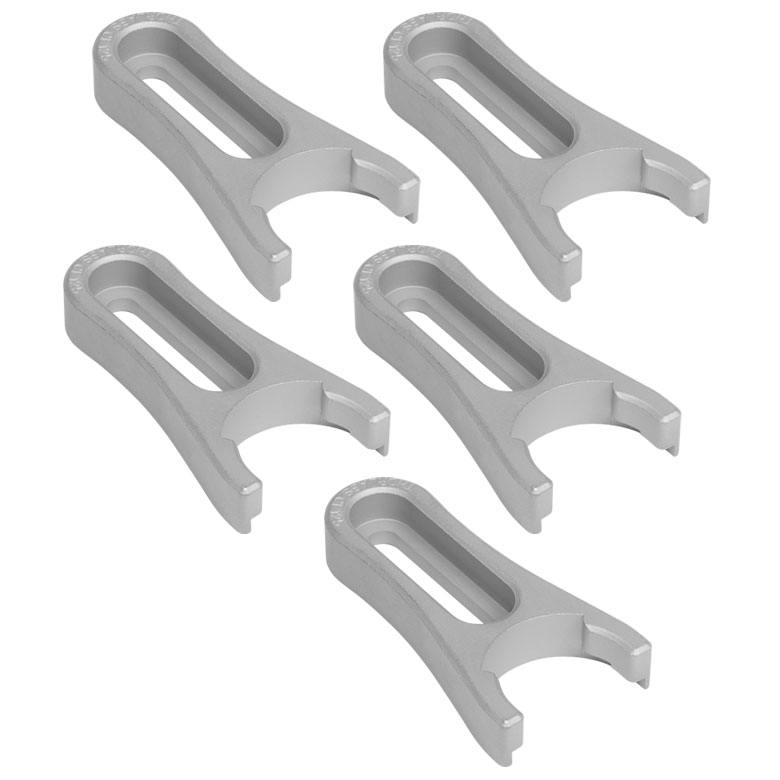 | 2 Packs of 5 | |
| ST9 | 9-Drawer, Stackable Cabinet |  | 1 | |

Insights:光学実験のベストプラクティス
こちらのページでは実験セットアップ時の下記の注意点についてご覧いただけます。
- テーブルクランプ:保持力を最大にする方法
- 光学テーブル:テーブルクランプとテーブル面の歪みについて
- ポストホルダ: 穴の内側の長方形の溝について
このほかにも実験・実習や機器に関するヒントをまとめて掲載しています。こちらからご覧ください。
テーブルクランプ:保持力を最大にする方法

Click to Enlarge
図2:L1 > L2であるため、物体を保持する力は負荷した力(FTotal)の半分よりも大きくなります。クランプCL2/Mの左側の脚の長さは、物体の高さにあわせて調整可能です。そのためクランプの上面と取付け面を平行にすることができます**

Click to Enlarge
図1: L1 < L2であるため、物体を保持する力は負荷した力(FTotal)の半分よりも小さくなります。上のクランプはCL5Aです。
クランプのスロット内の締め付けネジの位置が物体から離れすぎていると、クランプされている物体は動きやすくなります。ネジの位置を適切にすることにより、クランプされた物体の位置ずれを防止することができます。
クランプ力を最大化するためには、ネジをできるだけ物体の近くに配置してください。**
これはCL5A(図1)やCL2/M(図2)のようなクランプを用いた場合、トルクのかかったネジによって加わる力(FTotal)は2点に分配されるためです。
クランプ力F2が物体にかかります。F2の値がFTotalの何%になるかは、以下で説明するようにL1とL2に依存します。残りの力(F1)は、クランプの反対側の端にかかります。
これらの2つの力は、次の式によって求められます。
 | ||
| もう一方の接点にかかる力: | 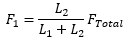 |
これらの式は、物体とネジ間の距離が小さくなると物体にかかるクランプ力が大きくなることを示しています。L1とL2が等しいとき、締め付けられたネジによってかかる力は、 F1とF2に等しく分配されます。
**クランプ力を最大化するには、図1および図2に示すように、クランプの上面と物体に接触する面のどちらも、取付け面に対して平行でなければなりません。
クランプと物体間の接触面が取付け面に対して平行ではない場合、物体にかかる力は、物体を取付け面に押し付ける力と、取付け面に沿う方向に押す力とに分解されます。取付け面に沿う方向の力は、物体を移動せるのに十分な場合と、それほどではない場合があります。
物体の高さに対応させるために、CL2/Mのようなクランプではその一端の脚がネジになっており、高さ調整が可能になっています(図2参照)。クランプと取付け面の間のネジ山の数は物体の高さに応じて調整しますが、同時にクランプの上面が光学テーブルに対して水平になるように調整する必要があります。
最終更新日:2019年12月4日
光学テーブル:テーブルクランプとテーブル面の歪みについて

Click to Enlarge
図3:Nexusテーブル/ブレッドボードの断面図。(1)上板、(2)下板、(3)サイドパネル、(4)サイドレール、(5)ハニカムコア。ステンレススチールの上板と下板の厚さは5 mmです。
テーブルクランプ(クランプフォークも含む)は、複合構造の光学テーブルの取付け面よりも剛性が高くなっています。ネジに加えるトルクを大きくしていくと、その力でテーブルクランプの背の部分が曲がると想像するかもしれません。しかしネジがテーブルクランプを変形させる前に、テーブルの上板を上に引っ張るため、上板がフラットではなくなります。そのためコンポーネントを光学テーブルに固定する際、テーブルクランプは慎重に使用しなければなりません。クランプアームはテーブルクランプの代わりにご使用いただけるもので、下記の説明の通り、テーブルの取付け面を変形させにくい製品です。
光学テーブルの構造
複合構造の光学テーブルとブレッドボード(図3参照)は、振動を減衰させながら剛性の高い構造となるよう設計されています。厚さ5 mmのステンレススチール製の上板はフラットな面となるよう製造されていますが、局所的な力が加わると変形する可能性があります。上板が変形すると光学部品は水平に設置できなくなり、光学系のアライメントや性能に悪影響を及ぼす場合があります。
テーブルクランプ
標準的なテーブルクランプは、一端がテーブル表面上に、もう一端は物体上に置かれます(図4)。この2つの端の間には、テーブル表面からクランプまでの隙間が生じます。このブリッジ(隙間)により、1本のネジでクランプをテーブルに固定すると同時に、物体を保持する力を発生することができます。
ネジにトルクをかけることによってクランプを固定するとき、ネジはテーブルの上板を上方向に引っ張ります(図5参照)。
ネジにかけるトルクをさらに大きくすると、テーブルの上板が上に持ち上がります。テーブルの上板が持ち上がることはテーブルに恒久的なダメージを与えるリスクがあるだけでなく、クランプで固定している光学部品のアライメントも乱してしまう場合があります。テーブルの上板が持ち上がると、クランプされている物体の下の取付け面は傾きます。
Click to Enlarge
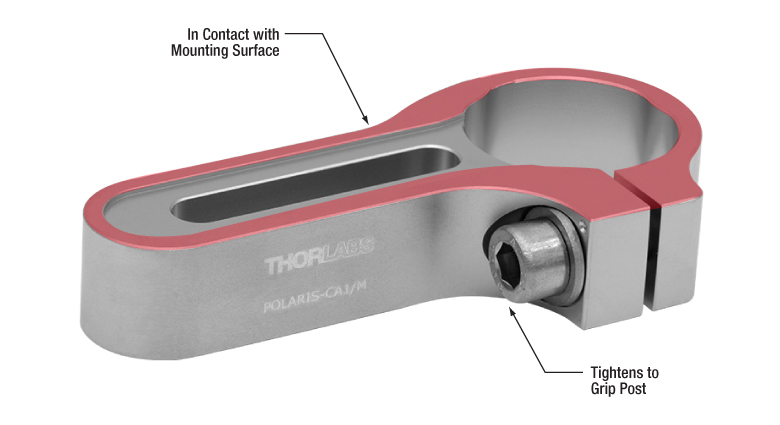
図6:クランプアームPOLARIS-CA1/Mには取付けネジを挿入するスロットと、取り付けるポストを固定するためのネジが付いています。また、上面と底面は同じ形状です。クランプアームが取付け面と接触する面はほぼループ状につながっているため、ブリッジ(隙間)による影響はほとんど生じません。

Click to Enlarge
図5:ネジにトルクをかけるとテーブルの上板を上方向に引っ張る力が発生します。上に引っ張られた板が取付け面を傾けるため、物体に角度偏差を生じさせる可能性があります。上の図では、分かりやすくするために誇張して示しています。

Click to Enlarge
図4:CL5Aのような標準的なテーブルクランプでは、一端のみがテーブル面に接触します。反対の端は固定する物体と接触します。 2つの端の間にはブリッジ(隙間)が形成されます。クランプ力を加えるネジは表示されていません。
クランプアーム
POLARIS-CA1/Mなどのクランプアーム(図6参照)は、取付け面の変形を最小限に抑制しながらポストを固定するように設計されています。
図6のクランプアームと、テーブルクランプには2つの大きな違いがあります。1つは光学テーブルに接触する面(赤で表示)で、もう1つはポストを固定する方法です。
光学テーブルに接触する面(クランプのベース周り)は、ほぼループ状につながっています。クランプをテーブルに取り付けたときの接触面は、テーブルに対してフラットな平面になります。ループとして不連続な部分は、ポストをグリップするための幅の狭いスロットのみです。
テーブルクランプで使用するネジは1本だけですが、この設計では2本のネジを使用します。1本のネジ(表示されていません)でクランプをテーブルに固定し、もう1本のネジ(表示されています)でポストをグリップします。1本のネジが両方の機能を果たす必要がないため、クランプする物体と光学テーブルの間のブリッジ(隙間)は必要なくなります。
クランプの接触面はループ状で、全表面が接触しているわけではありませんが、取付け面の変形はほとんど無視できる程度です。これは接触面の内側の空洞の部分が狭く、またクランプの両サイドで囲まれているため、テーブルを上に引っ張る力に対して抵抗できることによります。
最終更新日:2019年12月9日
ポストホルダ: 穴の内側の長方形の溝について

Click to Enlarge
図8:上から見た図。ポストとポストホルダの間の3つの接触点(赤で表示)で、ポストのYZ軸に対する移動や回転を止めています。X軸に対する移動や回転は摩擦力で抑止されます。

Click to Enlarge
図7:当社のポストホルダの穴の内側には鋭いエッジの溝が加工されています。

図9:ブローチには上図のように刃が並んでおり、その高さは徐々に高くなっています。刃を材料に接触させ、機械でブローチを表面の端から端まで引っ張ります。各刃はそれぞれ少量の材料を削りとり、ブローチ加工された溝の深さは刃全体の高さの差と同じになります。
当社の全てのポストホルダには、穴の内側に沿って平行なエッジを有する溝が作られています(図7)。止めネジ(セットスクリュ)を締め付けることで、ポストが溝の2つのエッジに押し付けられます(図8)。エッジ間の距離が広いため(ポストホルダ内径の約半分)、ポストはエッジに対して安定に保持され、また再現性も得られます。
溝の2つのエッジに接触することでY軸とZ軸に対する移動と回転が止められるため、ポストの6つの自由度のうちの4つが拘束されます。また、ポスト側面と溝のエッジ間の摩擦により、残りの2つの自由度であるX軸に対する移動と回転が抑止されます。
穴の内側に溝が無い場合には、ポストとポストホルダの接触は1本の線になります。ポストにはZ軸回りの回転とY軸に沿った移動の自由度が残り、その位置は安定しません。
この不安定さによる光学セットアップ内の各部品位置のシフト量がサブマイクロメートルのレベルであったとしても、累積することでシステムの性能に重大な悪影響を及ぼす場合があります。また、システムを頻繁に再アライメントする必要が生じるかもしれません。
ブローチ加工
ポストを安定に保持するためには、溝のエッジは直線状でなければならず、隆起や凹凸があってはなりません。これらのポストホルダの溝は、ミクロンスケールで見ても直線状の鋭いエッジを有しています。エッジの直線性が不完全な場合には、ポストがホルダ内で動いたり、ホルダ内でのポストの位置再現性が得られなくなったりする場合があります。
溝の滑らかで直線状のエッジは、ブローチ加工と呼ばれる機械加工によって作ることができます。ブローチ(図9)は鋸に似ていますが、その刃の高さは徐々に高くなっています。
表面に沿ってブローチを引っ張ると、各刃はそれぞれ少量の材料を削り取ります。ブローチによって切削される溝の深さは、刃全体の高さの差(H2 - H1)に等しくなります。
溝を作るうえでブローチ加工が他の加工方法に比べて好まれる理由は、直線状の加工が可能であるほかに大量生産にも対応できるためです。
最終更新日:2019年12月11日
| Posted Comments: | |
| No Comments Posted |