 Products Home / オプトメカニクス用部品 / 真空対応部品 / 高真空用CFフランジ(コンフラットフランジ)部品 / 高真空用CFフランジ(コンフラットフランジ)ビューポート、Ø38.1 mm(Ø1.5インチ)ウェッジウィンドウ用
Products Home / オプトメカニクス用部品 / 真空対応部品 / 高真空用CFフランジ(コンフラットフランジ)部品 / 高真空用CFフランジ(コンフラットフランジ)ビューポート、Ø38.1 mm(Ø1.5インチ)ウェッジウィンドウ用高真空用CFフランジ(コンフラットフランジ)ビューポート、Ø38.1 mm(Ø1.5インチ)ウェッジウィンドウ用

- CF Flange Viewports for High-Vacuum Systems
- Ø1.5" UVFS Wedged Vacuum Windows
- Available Uncoated or with BBAR Coatings
VC23VO
Viton O-Ring
VPWW42-C
Ø1.5" Wedged Window with
AR Coating for 1050 - 1700 nm
VC23W4UV
Ø1.5" Wedged Window Viewport,
245 - 400 nm AR Coating
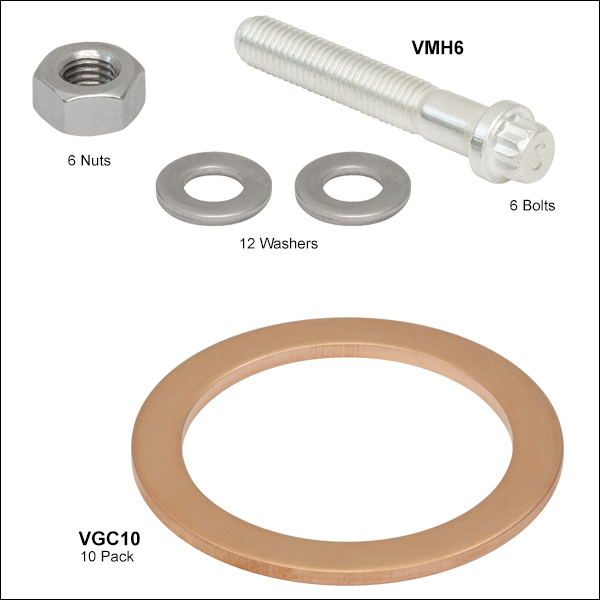
VMH6
Flange Mounting Hardware Pack
(6 Bolts, 6 Nuts, & 12 Washers)
VGA10
Annealed Copper Gaskets,
10 Pack
Front
Back














Please Wait


| Common Vacuum Specifications | |
|---|---|
| Vacuum Level | 1 x 10-8 Torr (Max) |
| Max Temperature | 150 °C |
| Thermal Gradient | 20 °C/min (Max) |
特長
- 真空度:1 x 10-8Torr(最高)
- ベーキング温度:150 °C(最大)
- コーティング無し、または4種類の広帯域ARコーティング(BBAR)付きの中から選択可能
- 245~400 nm (-UVコーティング)
- 350~700 nm (-Aコーティング)
- 650~1050 nm (-Bコーティング)
- 1050~1700 nm (-Cコーティング)
- フランジ、ウィンドウ、Viton Oリングも別途ご用意しております。
- フランジ取り付け用部品セットと銅製ガスケット別売り(下記参照)
当社のØ38.1 mm(Ø1.5インチ)ウェッジウィンドウ用高真空対応Ø70 mm(Ø2.75インチ)(DN40)CF(コンフラット)フランジビューポートは、コーティング無し(185 nm~2.1 μm)のUV溶融石英(UVFS)ウィンドウまたは、両光学面に標準的な低損失広帯域反射防止(BBAR)コーティングを施した4種類のウィンドウの中からお選びいただきます。 BBARコーティングは、-UV(245~400 nm)、-A(350~700 nm)、-B(650~1050 nm)、または-C(1050~1700 nm)用の設計となっております。 コーティング無しのウィンドウの反射による損失値は面当たり約4%であるのに対し、BBARコーティングは、規定の波長範囲での損失をRavg<0.5%まで減少させ、0°~30°の入射角度では優れた性能を発揮します。 BBARコーティング曲線については、「グラフ」タブをご覧ください。
当社のCFビューポートは、10-8Torrまでの高真空(HV)で使用できるように、金属とガラス間を気密にするバイトン製Oリングを使用しています。 真空用ウィンドウは互換性があるので、HV CFフランジに取り付けられているウィンドウを他のものと取り替える事が可能です。 Ø38.1 mm(Ø1.5インチ)ウィンドウ用バイトン製OリングならびにCFフランジ(真空用ウィンドウが付いていないビューポート)は別途ご購入ができます。ウィンドウの交換やウィンドウを追加して取り付けるときには、「ウィンドウの取り付け」タブの手順をご覧ください。
銅製ガスケットや、Ø70 mm(Ø2.75インチ)CFフランジ用の取付部品セットもご用意しております(下記参照)。また、Ø25.4 mm(Ø1インチ)ウィンドウならびにØ38.1 mm(Ø1.5インチ)ウィンドウ(ウェッジ無し)用のCFビューポートもご用意しております。
| Flange Item # | VC23W4 | VC23W4UV | VC23W4A | VC23W4B | VC23W4C | |
|---|---|---|---|---|---|---|
| Window Material | UV Fused Silicaa | |||||
| Window Diameter (Unmounted) | 1.50" (38.1 mm) | |||||
| Window Thickness (Unmounted) | 0.16" (4.0 mm) | |||||
| Clear Apertureb | > Ø1.13" (Ø28.7 mm) | |||||
| AR Coating Wavelength Range | Uncoated | 245 - 400 nm | 350 - 700 nm | 650 - 1050 nm | 1050 - 1700 nm | |
| AR Coating Performancec | N/A | Ravg ≤ 0.5% | ||||
| Transmitted Wavefront Errord | λ/2 @ 633 nm | |||||
| Surface Quality | 20-10 Scratch-Dig | |||||
| Wedge Angle | 30 arcmin | |||||
| Optic Damage Threshold | Pulsed | - | 5.0 J/cm2 (355 nm, 10 ns, 10 Hz, Ø0.350 mm) | 7.5 J/cm2 (532 nm, 10 ns, 10 Hz, Ø0.491 mm) | 0.246 J/cm2 (800 nm, 99 fs, 1 kHz, Ø0.166 mm) 7.5 J/cm2 (810 nm, 10 ns, 10 Hz, Ø0.133 mm) | 7.5 J/cm2 (1542 nm, 10 ns, 10 Hz, Ø0.189 mm) |
| CWe,f | - | - | 550 W/cm (532 nm, Ø1.000 mm) | 20 kW/cm (1070 nm, Ø0.974 mm) | 350 W/cm (1540 nm, Ø1.030 mm) | |
| Replacement Window Item #g | VPWW42 | VPWW42-UV | VPWW42-A | VPWW42-B | VPWW42-C | |
この高性能な多層ARコーティングの平均反射率は、指定の波長範囲(下記コーティンググラフの青色の網掛け範囲)において、0.5%未満(1面あたり)です。これらのARコーティングは、入射角(AOI) 0°~30° (0.5 NA)ですぐれた特性を示します。下に掲載されているARコーティンググラフは、8°の入射角における反射率を示しています。入射角が大きい条件で使用される時には、45°の入射角で最適化されたカスタムコーティングのご利用をお勧めします。このコーティングの有効入射角は25°~52°です。下の基板透過率のグラフはコーティング無しのUVFS基板を通過した光の透過率です。
ARコーティング




基板透過率

Click to Enlarge
生データはこちらからダウンロードいただけます。
Click to Enlarge
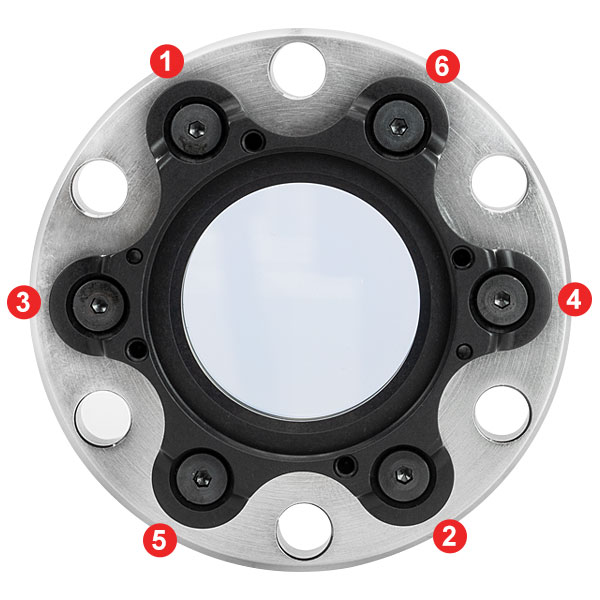
図5:前面プレートのネジ締め付けの順序

Click to Enlarge
図4:前面プレートをネジ穴に揃えた取り付けたビューポート

Click to Enlarge
図3:ウィンドウ上にOリングを取り付けたビューポート

Click to Enlarge
図2:Oリング上にウィンドウを取り付けたビューポート

Click to Enlarge
図1::前面が取り外され、Oリングを取り付けたビューポート
当社の高真空ビューポートは、実験条件や必要に応じてウィンドウの交換・取り付けができる設計となっております。ウィンドウの取り付けは、比較的素早く簡単にできます。下記では当社の高真空CFフランジにウィンドウを取り付け、交換する手順を説明しています。
ステップ1:Oリングと台座に凹み、傷または汚れがないか調べます。圧縮空気で台座から埃などを取り除いたあと、Oリングを台座に取付けます(図1)。必要であれば、当社の光学素子のクリーニングチュートリアルを参照しながらウィンドウをクリーニングします。
ステップ2:ウィンドウをOリングの上に置き(図2)、その後2つ目のOリングをウィンドウの上に置きます(図3)。
ステップ3:前面プレートをウィンドウ上の上に置き、Oリングを前面プレートの溝にはめ込み、前プレートの6つの穴をフランジのネジ穴に合わせます(図4)。部品はウィンドウ表面上をスライドさせないようご注意ください。
ステップ4:6つのネジを全面プレートの穴に置き、2.0 mm六角レンチで前面プレートに接触する程度に締め付けます。
ステップ5: 図5で示している順序で各ネジを1/4ずつ回します。これを前面プレートがフランジに完全に締め付けられるまで繰り返します。
| Damage Threshold Specifications | ||
|---|---|---|
| Coating Designation (Item # Suffix) | Damage Threshold | |
| -UV | Pulse | 5.0 J/cm2 at 355 nm, 10 ns, 10 Hz, Ø0.350 mm |
| -A | Pulse | 7.5 J/cm2 at 532 nm, 10 ns, 10 Hz, Ø0.491 mm |
| CWa,b | 550 W/cm (532 nm, Ø1.000 mm) | |
| -B | Pulse | 0.246 J/cm2 at 800 nm, 99 fs, 1 kHz, Ø0.166 mm 7.5 J/cm2 at 810 nm, 10 ns, 10 Hz, Ø0.133 mm |
| CWa,b | 20 kW/cm (1070 nm, Ø0.974 mm) | |
| -C | Pulse | 7.5 J/cm2 at 1542 nm, 10 ns, 10 Hz, Ø0.189 mm |
| CWa,b | 350 W/cm (1540 nm, Ø1.030 mm) | |
当社のUV溶融石英(UVFS)ウィンドウの損傷閾値データ
右の仕様は当社のUV溶融石英ウィンドウの測定値です。コーティングの種類が同じであればウィンドウのサイズにかかわらず損傷閾値の仕様は同じです。
レーザによる損傷閾値について
このチュートリアルでは、レーザ損傷閾値がどのように測定され、使用する用途に適切な光学素子の決定にその値をどのようにご利用いただけるかを総括しています。お客様のアプリケーションにおいて、光学素子を選択する際、光学素子のレーザによる損傷閾値(Laser Induced Damage Threshold :LIDT)を知ることが重要です。光学素子のLIDTはお客様が使用するレーザの種類に大きく依存します。連続(CW)レーザは、通常、吸収(コーティングまたは基板における)によって発生する熱によって損傷を引き起こします。一方、パルスレーザは熱的損傷が起こる前に、光学素子の格子構造から電子が引き剥がされることによって損傷を受けます。ここで示すガイドラインは、室温で新品の光学素子を前提としています(つまり、スクラッチ&ディグ仕様内、表面の汚染がないなど)。光学素子の表面に塵などの粒子が付くと、低い閾値で損傷を受ける可能性があります。そのため、光学素子の表面をきれいで埃のない状態に保つことをお勧めします。光学素子のクリーニングについては「光学素子クリーニングチュートリアル」をご参照ください。
テスト方法
当社のLIDTテストは、ISO/DIS 11254およびISO 21254に準拠しています。
初めに、低パワー/エネルギのビームを光学素子に入射します。その光学素子の10ヶ所に1回ずつ、設定した時間(CW)またはパルス数(決められたprf)、レーザを照射します。レーザを照射した後、倍率約100倍の顕微鏡を用いた検査で確認し、すべての確認できる損傷を調べます。特定のパワー/エネルギで損傷のあった場所の数を記録します。次に、そのパワー/エネルギを増やすか減らすかして、光学素子にさらに10ヶ所レーザを照射します。このプロセスを損傷が観測されるまで繰返します。損傷閾値は、光学素子が損傷に耐える、損傷が起こらない最大のパワー/エネルギになります。1つのミラーBB1-E02の試験結果は以下のようなヒストグラムになります。

上の写真はアルミニウムをコーティングしたミラーでLIDTテストを終えたものです。このテストは、損傷を受ける前のレーザのエネルギは0.43 J/cm2 (1064 nm、10 ns pulse、 10 Hz、Ø1.000 mm)でした。
| Example Test Data | |||
|---|---|---|---|
| Fluence | # of Tested Locations | Locations with Damage | Locations Without Damage |
| 1.50 J/cm2 | 10 | 0 | 10 |
| 1.75 J/cm2 | 10 | 0 | 10 |
| 2.00 J/cm2 | 10 | 0 | 10 |
| 2.25 J/cm2 | 10 | 1 | 9 |
| 3.00 J/cm2 | 10 | 1 | 9 |
| 5.00 J/cm2 | 10 | 9 | 1 |
試験結果によれば、ミラーの損傷閾値は 2.00 J/cm2 (532 nm、10 ns pulse、10 Hz、 Ø0.803 mm)でした。尚、汚れや汚染によって光学素子の損傷閾値は大幅に低減されるため、こちらの試験はクリーンな光学素子で行っています。また、特定のロットのコーティングに対してのみ試験を行った結果ではありますが、当社の損傷閾値の仕様は様々な因子を考慮して、実測した値よりも低めに設定されており、全てのコーティングロットに対して適用されています。
CWレーザと長パルスレーザ
光学素子がCWレーザによって損傷を受けるのは、通常バルク材料がレーザのエネルギを吸収することによって引き起こされる溶解、あるいはAR(反射防止)コーティングのダメージによるものです[1]。1 µsを超える長いパルスレーザについてLIDTを論じる時は、CWレーザと同様に扱うことができます。
パルス長が1 nsと1 µs の間のときは、損傷は吸収、もしくは絶縁破壊のどちらかで発生していると考えることができます(CWとパルスのLIDT両方を調べなければなりません)。吸収は光学素子の固有特性によるものか、表面の不均一性によるものかのどちらかによって起こります。従って、LIDTは製造元の仕様以上の表面の質を有する光学素子にのみ有効です。多くの光学素子は、ハイパワーCWレーザで扱うことができる一方、アクロマティック複レンズのような接合レンズやNDフィルタのような高吸収光学素子は低いCWレーザ損傷閾値になる傾向にあります。このような低い損傷閾値は接着剤や金属コーティングにおける吸収や散乱によるものです。
線形パワー密度におけるLIDTに対するパルス長とスポットサイズ。長パルス~CWでは線形パワー密度はスポットサイズにかかわらず一定です。 このグラフの出典は[1]です。
繰返し周波数(prf)の高いパルスレーザは、光学素子に熱的損傷も引き起こします。この場合は吸収や熱拡散率のような因子が深く関係しており、残念ながらprfの高いレーザが熱的影響によって光学素子に損傷を引き起こす場合の信頼性のあるLIDTを求める方法は確立されておりません。prfの大きいビームでは、平均出力およびピークパワーの両方を等しいCW出力と比較する必要があります。また、非常に透過率の高い材料では、prfが上昇してもLIDTの減少は皆無かそれに近くなります。
ある光学素子の固有のCWレーザの損傷閾値を使う場合には、以下のことを知る必要があります。
- レーザの波長
- ビーム径(1/e2)
- ビームのおおよその強度プロファイル(ガウシアン型など)
- レーザのパワー密度(トータルパワーをビームの強度が1/e2の範囲の面積で割ったもの)
ビームのパワー密度はW/cmの単位で計算します。この条件下では、出力密度はスポットサイズとは無関係になります。つまり、スポットサイズの変化に合わせてLIDTを計算し直す必要がありません(右グラフ参照)。平均線形パワー密度は、下の計算式で算出できます。

ここでは、ビーム強度プロファイルは一定であると仮定しています。次に、ビームがホットスポット、または他の不均一な強度プロファイルの場合を考慮して、おおよその最大パワー密度を計算する必要があります。ご参考までに、ガウシアンビームのときはビームの強度が1/e2の2倍のパワー密度を有します(右下図参照)。
次に、光学素子のLIDTの仕様の最大パワー密度を比較しましょう。損傷閾値の測定波長が光学素子に使用する波長と異なっている場合には、その損傷閾値は適宜補正が必要です。おおよその目安として参考にできるのは、損傷閾値は波長に対して比例関係であるということです。短い波長で使う場合、損傷閾値は低下します(つまり、1310 nmで10 W/cmのLIDTならば、655 nmでは5 W/cmと見積もります)。

この目安は一般的な傾向ですが、LIDTと波長の関係を定量的に示すものではありません。例えば、CW用途では、損傷はコーティングや基板の吸収によってより大きく変化し、必ずしも一般的な傾向通りとはなりません。上記の傾向はLIDT値の目安として参考にしていただけますが、LIDTの仕様波長と異なる場合には当社までお問い合わせください。パワー密度が光学素子の補正済みLIDTよりも小さい場合、この光学素子は目的の用途にご使用いただけます。
当社のウェブ上の損傷閾値の仕様と我々が行った実際の実験の値の間にはある程度の差があります。これはロット間の違いによって発生する誤差を許容するためです。ご要求に応じて、当社は個別の情報やテスト結果の証明書を発行することもできます。損傷解析は、類似した光学素子を用いて行います(お客様の光学素子には損傷は与えません)。試験の費用や所要時間などの詳細は、当社までお問い合わせください。
パルスレーザ
先に述べたように、通常、パルスレーザはCWレーザとは異なるタイプの損傷を光学素子に引き起こします。パルスレーザは損傷を与えるほど光学素子を加熱しませんが、光学素子から電子をひきはがします。残念ながら、お客様のレーザに対して光学素子のLIDTの仕様を照らし合わせることは非常に困難です。パルスレーザのパルス幅に起因する光学素子の損傷には、複数の形態があります。以下の表中のハイライトされた列は当社の仕様のLIDT値が当てはまるパルス幅に対する概要です。
パルス幅が10-9 sより短いパルスについては、当社の仕様のLIDT値と比較することは困難です。この超短パルスでは、多光子アバランシェ電離などのさまざまなメカニクスが損傷機構の主流になります[2]。対照的に、パルス幅が10-7 sと10-4 sの間のパルスは絶縁破壊、または熱的影響により光学素子の損傷を引き起こすと考えられます。これは、光学素子がお客様の用途に適しているかどうかを決定するために、レーザービームに対してCWとパルス両方による損傷閾値を参照しなくてはならないということです。
| Pulse Duration | t < 10-9 s | 10-9 < t < 10-7 s | 10-7 < t < 10-4 s | t > 10-4 s |
|---|---|---|---|---|
| Damage Mechanism | Avalanche Ionization | Dielectric Breakdown | Dielectric Breakdown or Thermal | Thermal |
| Relevant Damage Specification | No Comparison (See Above) | Pulsed | Pulsed and CW | CW |
お客様のパルスレーザに対してLIDTを比較する際は、以下のことを確認いただくことが重要です。
エネルギ密度におけるLIDTに対するパルス長&スポットサイズ。短パルスでは、エネルギ密度はスポットサイズにかかわらず一定です。このグラフの出典は[1]です。
- レーザの波長
- ビームのエネルギ密度(トータルエネルギをビームの強度が1/e2の範囲の面積で割ったもの)
- レーザのパルス幅
- パルスの繰返周波数(prf)
- 実際に使用するビーム径(1/e2 )
- ビームのおおよその強度プロファイル(ガウシアン型など)
ビームのエネルギ密度はJ/cm2の単位で計算します。右のグラフは、短パルス光源には、エネルギ密度が適した測定量であることを示しています。この条件下では、エネルギ密度はスポットサイズとは無関係になります。つまり、スポットサイズの変化に合わせてLIDTを計算し直す必要がありません。ここでは、ビーム強度プロファイルは一定であると仮定しています。ここで、ビームがホットスポット、または他の不均一な強度プロファイルの場合を考慮して、おおよその最大パワー密度を計算する必要があります。ご参考までに、ガウシアンビームのときは一般にビームの強度が1/e2のときの2倍のパワー密度を有します。
次に、光学素子のLIDTの仕様と最大エネルギ密度を比較しましょう。損傷閾値の測定波長が光学素子に使用する波長と異なっている場合には、その損傷閾値は適宜補正が必要です[3]。経験則から、損傷閾値は波長に対して以下のような平方根の関係であるということです。短い波長で使う場合、損傷閾値は低下します(例えば、1064 nmで 1 J/cm2のLIDTならば、532 nmでは0.7 J/cm2と計算されます)。

波長を補正したエネルギ密度を得ました。これを以下のステップで使用します。
ビーム径は損傷閾値を比較する時にも重要です。LIDTがJ/cm2の単位で表される場合、スポットサイズとは無関係になりますが、ビームサイズが大きい場合、LIDTの不一致を引き起こす原因でもある不具合が、より明らかになる傾向があります[4]。ここで示されているデータでは、LIDTの測定には<1 mmのビーム径が用いられています。ビーム径が5 mmよりも大きい場合、前述のようにビームのサイズが大きいほど不具合の影響が大きくなるため、LIDT (J/cm2)はビーム径とは無関係にはなりません。
次に、パルス幅について補正します。パルス幅が長くなるほど、より大きなエネルギに光学素子は耐えることができます。パルス幅が1~100 nsの場合の近似式は以下のようになります。

お客様のレーザのパルス幅をもとに、光学素子の補正されたLIDTを計算するのにこの計算式を使います。お客様の最大エネルギ密度が、この補正したエネルギ密度よりも小さい場合、その光学素子はお客様の用途でご使用いただけます。ご注意いただきたい点は、10-9 s と10-7 sの間のパルスにのみこの計算が使えることです。パルス幅が10-7 sと10-4 sの間の場合には、CWのLIDTも調べなければなりません。
当社のウェブ上の損傷閾値の仕様と我々が行った実際の実験の値の間にはある程度の差があります。これはロット間の違いによって発生する誤差を許容するためです。ご要求に応じて、当社では個別のテスト情報やテスト結果の証明書を発行することも可能です。詳細は、当社までお問い合わせください。
[1] R. M. Wood, Optics and Laser Tech. 29, 517 (1998).
[2] Roger M. Wood, Laser-Induced Damage of Optical Materials (Institute of Physics Publishing, Philadelphia, PA, 2003).
[3] C. W. Carr et al., Phys. Rev. Lett. 91, 127402 (2003).
[4] N. Bloembergen, Appl. Opt. 12, 661 (1973).
レーザーシステムが光学素子に損傷を引き起こすかどうか判断するプロセスを説明するために、レーザによって引き起こされる損傷閾値(LIDT)の計算例をいくつかご紹介します。同様の計算を実行したい場合には、右のボタンをクリックしてください。計算ができるスプレッドシートをダウンロードいただけます。ご使用の際には光学素子のLIDTの値と、レーザーシステムの関連パラメータを緑の枠内に入力してください。スプレッドシートでCWならびにパルスの線形パワー密度、ならびにパルスのエネルギ密度を計算できます。これらの値はスケーリング則に基づいて、光学素子のLIDTの調整スケール値を計算するのに用いられます。計算式はガウシアンビームのプロファイルを想定しているため、ほかのビーム形状(均一ビームなど)には補正係数を導入する必要があります。 LIDTのスケーリング則は経験則に基づいていますので、確度は保証されません。なお、光学素子やコーティングに吸収があると、スペクトル領域によってLIDTが著しく低くなる場合があります。LIDTはパルス幅が1ナノ秒(ns)未満の超短パルスには有効ではありません。
ガウシアンビームの最大強度は均一ビームの約2倍です。
CWレーザの例
波長1319 nm、ビーム径(1/e2)10 mm、パワー0.5 Wのガウシアンビームを生成するCWレーザーシステム想定します。このビームの平均線形パワー密度は、全パワーをビーム径で単純に割ると0.5 W/cmとなります。
しかし、ガウシアンビームの最大パワー密度は均一ビームの約2倍です(右のグラフ参照)。従って、システムのより正確な最大線形パワー密度は1 W/cmとなります。
アクロマティック複レンズAC127-030-CのCW LIDTは、1550 nmでテストされて350 W/cmとされています。CWの損傷閾値は通常レーザ光源の波長に直接スケーリングするため、LIDTの調整値は以下のように求められます。
LIDTの調整値は350 W/cm x (1319 nm / 1550 nm) = 298 W/cmと得られ、計算したレーザーシステムのパワー密度よりも大幅に高いため、この複レンズをこの用途に使用しても安全です。
ナノ秒パルスレーザの例:パルス幅が異なる場合のスケーリング
出力が繰返し周波数10 Hz、波長355 nm、エネルギ1 J、パルス幅2 ns、ビーム径(1/e2)1.9 cmのガウシアンビームであるNd:YAGパルスレーザーシステムを想定します。各パルスの平均エネルギ密度は、パルスエネルギをビームの断面積で割って求めます。

上で説明したように、ガウシアンビームの最大エネルギ密度は平均エネルギ密度の約2倍です。よって、このビームの最大エネルギ密度は約0.7 J/cm2です。
このビームのエネルギ密度を、広帯域誘電体ミラーBB1-E01のLIDT 1 J/cm2、そしてNd:YAGレーザーラインミラーNB1-K08のLIDT 3.5 J/cm2と比較します。LIDTの値は両方とも、波長355 nm、パルス幅10 ns、繰返し周波数10 Hzのレーザで計測しました。従って、より短いパルス幅に対する調整を行う必要があります。 1つ前のタブで説明したようにナノ秒パルスシステムのLIDTは、パルス幅の平方根にスケーリングします:
この調整係数により広帯域誘電体ミラーBB1-E01のLIDTは0.45 J/cm2に、Nd:YAGレーザーラインミラーのLIDTは1.6 J/cm2になり、これらをビームの最大エネルギ密度0.7 J/cm2と比較します。広帯域ミラーはレーザによって損傷を受ける可能性があり、より特化されたレーザーラインミラーがこのシステムには適していることが分かります。
ナノ秒パルスレーザの例:波長が異なる場合のスケーリング
波長1064 nm、繰返し周波数2.5 Hz、パルスエネルギ100 mJ、パルス幅10 ns、ビーム径(1/e2)16 mmのレーザ光を、NDフィルタで減衰させるようなパルスレーザーシステムを想定します。これらの数値からガウシアン出力における最大エネルギ密度は0.1 J/cm2になります。Ø25 mm、OD 1.0の反射型NDフィルタ NDUV10Aの損傷閾値は355 nm、10 nsのパルスにおいて0.05 J/cm2で、同様の吸収型フィルタ NE10Aの損傷閾値は532 nm、10 nsのパルスにおいて10 J/cm2です。1つ前のタブで説明したように光学素子のLIDTは、ナノ秒パルス領域では波長の平方根にスケーリングします。
スケーリングによりLIDTの調整値は反射型フィルタでは0.08 J/cm2、吸収型フィルタでは14 J/cm2となります。このケースでは吸収型フィルタが光学損傷を防ぐには適した選択肢となります。
マイクロ秒パルスレーザの例
パルス幅1 µs、パルスエネルギ150 µJ、繰返し周波数50 kHzで、結果的にデューティーサイクルが5%になるレーザーシステムについて考えてみます。このシステムはCWとパルスレーザの間の領域にあり、どちらのメカニズムでも光学素子に損傷を招く可能性があります。レーザーシステムの安全な動作のためにはCWとパルス両方のLIDTをレーザーシステムの特性と比較する必要があります。
この比較的長いパルス幅のレーザが、波長980 nm、ビーム径(1/e2)12.7 mmのガウシアンビームであった場合、線形パワー密度は5.9 W/cm、1パルスのエネルギ密度は1.2 x 10-4 J/cm2となります。これをポリマーゼロオーダ1/4波長板WPQ10E-980のLIDTと比較してみます。CW放射に対するLIDTは810 nmで5 W/cm、10 nsパルスのLIDTは810 nmで5 J/cm2です。前述同様、光学素子のCW LIDTはレーザ波長と線形にスケーリングするので、CWの調整値は980 nmで6 W/cmとなります。一方でパルスのLIDTはレーザ波長の平方根とパルス幅の平方根にスケーリングしますので、1 µsパルスの980 nmでの調整値は55 J/cm2です。光学素子のパルスのLIDTはパルスレーザのエネルギ密度よりはるかに大きいので、個々のパルスが波長板を損傷することはありません。しかしレーザの平均線形パワー密度が大きいため、高出力CWビームのように光学素子に熱的損傷を引き起こす可能性があります。

Insights: 真空対応CF(コンフラット)フランジ
スクロールすると下記について説明しています。
- 真空対応CF(コンフラット)フランジの使い方
このほかにも実験・実習や機器に関するヒントをまとめて掲載しています。こちらからご覧ください。
真空対応CF(コンフラット)フランジの使い方
超高真空レベル(10-8 Torr (1.33 x 10-8 mbar、1.33 x 10-8 hPa)より高真空)を実現するための接続方法として、2つのCF(ConFlat®)フランジの間に金属ガスケットを挟んで締め付ける方法があります。ここでは、その接続方法を、ファイバーフィードスルーの付いたCFフランジとCFフランジの付いたT字管のポートを使用して実演しています。真空封止の品質と真空システムを目標とする真空レベルまで排気するのに必要な時間は、ボルトが正しく締め付けられていることを確認すれば決まるというわけではありません。ここでは、良好な結果を得るのに役立つ、真空部品や真空システムを取扱うための方法もいくつかご紹介します。
ナイフエッジの損傷、ボルトの乱暴な締め方、ガスケットの再使用などは、すべてCFフランジによる真空接続部にリーク(漏れ)を発生させる可能性があります。動画で実演されている方法は、これらの要因によるリスクを軽減します。これらの要因はすべて金属ガスケットの展性(可鍛性)に関係しています。ガスケットは、ナイフエッジにおける傷などの幅の狭い急峻な形状を埋めるほどには柔らかくないため、ナイフエッジは新品のままの状態であることが重要です。ボルトを何回にも分けて徐々に締めていくのは、ガスケットの円周の厚さを均一に保つうえで効果的です。各ボルトを一度に締め付けると、ガスケットの厚さにばらつきが生じ、均一にすることが困難あるいは不可能になる場合があります。これは金属ガスケットの流動性に限界があるためであり、それによってガスケットとナイフエッジの間に隙間が生じる可能性が有ります。ガスケットは、常に新しいものを使用されることをお勧めします。前回の使用時に部分的にしか圧縮しなかった場合でも、再利用したときにはナイフエッジの輪郭に適合するのに十分な展性がない場合があります。これは圧縮により金属がひずみ硬化(加工硬化)するためです。
真空システムの接続部にリークがあると、リークチェックを行って問題箇所を特定したり、それを解決するために真空システムを再度開いたりなど、多くの時間を費やすことになりかねません。そのほか、チャンバ内部やチャンバに取り付けられたコンポーネントに破損や動作不良があると、生産的な作業が遅れる場合もあります。そのため、ファイバーフィードスルーの取扱い方などに関しても、特に注意すべき点についてご紹介しています。
そのほかにも実験室でお使いいただけるヒント、工夫や方法などの動画がこちらからご覧いただけます。また、ウェビナーでは、当社の様々な製品に関する理論や実用的な事柄などをご紹介しています。
ConFlat®はAgilent Technologies社の登録商標です。
| Products Featured During Demonstration | |||
| Optical Fiber Feedthrough | 1/4-Hard Copper Gaskets | Fiber Inspection Scope | Nitrile Gloves |
| UHV Fiber Patch Cable | Solvent Dispenser | Fiber Connector Cleaner | Wipes |
最終更新日: 2022年9月21日
| Posted Comments: | |
Damien Raynal
(posted 2024-09-18 13:47:22.973) Why are those HV windows only down to -8Torr? I am very interested in this design with wedge + cage mounting option, but I need to go down to -11. mccartt1
(posted 2017-10-24 14:11:02.02) I had a brief conversation with Steven Kitchin last quarter, about procuring some custom wedged windows for these conflate mounts AR coated for the mid-IR. Would it be possible to get a quote for a wedged IR substrate (MgF2, Si, ZnSe, CaF2, etc.) coated with your "E" or other suitable 4.5um coating for the mid-IR? Best, Daniel tfrisch
(posted 2017-10-30 02:23:38.0) Hello, thank you for contacting Thorlabs. I see you are still in contact with Steven and that he has reached out to you with pricing already. Please let us know if you need anything further. |
ウェッジウィンドウ用")
 ズーム
ズーム
- Ø38.1 mm(Ø1.5インチ)UV溶融石英(UVFS)ウェッジウィンドウ付きØ2.75インチCFビューポート
- バイトン製Oリングで金属とガラス間を密閉
- ウィンドウは30 arcminのウェッジ加工
- 開口(光学開口径):Ø28.7 mm
ウェッジウィンドウ用Ø2.75インチCFビューポートは、10-8 Torrまでの高真空(HV)システムへの光の入出力を可能にします。 Ø38.1 mm(Ø1.5インチ)ウェッジウィンドウ付きの固定型(無回転型)フランジで、開口はØ28.7 mmです。なお、開口(光学開口径)はフランジの内径よりはむしろ光学素子によって制限されます。ビューポートには6つのM6貫通穴があり、ボルトで標準のØ2.75インチCFフランジに取り付けることができます。なお、取付け部品は付属しておりませんのでご注意ください。ウィンドウの30 arcminのウェッジは、干渉縞の発生を抑え、戻り光の結合を防ぎます。 ビューポートに取り付けられているUV溶融石英(UVFS)のウェッジウィンドウは、コーティング無し、または両面に広帯域反射防止(BBAR)コーティングを施した製品の中からお選びいただけます。バイトン製Oリング(コンフラットに付属)によってウィンドウを位置固定し、金属とガラス間を気密にすることができます。
このCF型フランジは、ナイフエッジ機構を利用して、接合部品間を密閉します。 密閉を実現するために、一般的に銅製ガスケットが使われます。 接合部のボルトをしっかりと締めた時に、ナイフエッジは銅製ガスケットに「噛み付き」、変形します。 押し出された金属は全ての機械加工による凹みと表面欠損を埋め、漏れのない密閉を生み出します。
ウィンドウ用(ウィンドウ付属無し)")
 ズーム
ズーム- Ø2.75インチCFフランジ(Oリングが1つ付属)
- Ø38.1 mm(Ø1.5インチ)ウィンドウを取り付け可能
- Ø38.1 mm(Ø1.5インチ)真空ウィンドウ用バイトン製Oリング
こちらのØ2.75インチCFフランジにはウィンドウが含まれていません。 上記のビューポートに付いているウェッジウィンドウを取り付けられるほか、当社のØ38.1 mm(Ø1.5インチ)UV溶融石英(UVFS)真空用ウィンドウ(ウェッジ無し)にも対応します。 適切なウィンドウをフランジに組み合わせれば、10-8 Torrまでの高真空(HV)システムへ光の入出力が可能となります。 このフランジは6つのM6貫通穴が付いている固定型(無回転型)フランジで、ボルトであらゆるØ2.75インチCFフランジに取り付けることができます。なお、取付け部品は付属しておりませんのでご注意ください。バイトン製Oリングは1パック5個入りで、上に掲載しているØ38.1 mm(Ø1.5インチ)ウィンドウ用高真空用CFフランジビューポートのOリングの交換品になります。
UV溶融石英(UVFS)真空用ウェッジウィンドウ")
 ズーム
ズーム- Ø38.1 mm(Ø1.5インチ)UV溶融石英(UVFS)真空用ウェッジウィンドウ
- 30 arcminのウェッジ加工
- 当社の高真空用CFフランジビューポートの交換用ウィンドウ
当社のØ38.1 mm(Ø1.5インチ)真空用ウェッジウィンドウは、コーティング無し、または両面に広帯域反射防止(BBAR)コーティングを施した製品を4種類ご用意しております。 コーティング無しのウィンドウの反射による典型的な損失値は面当たり約4%であるのに対し、BBARコーティングは、規定の波長範囲での損失をRavg<0.5%まで減少させ、0°~30°の入射角度では優れた性能を発揮します。 BBARコーティング曲線については、「グラフ」タブをご覧ください。 このウィンドウは当社のØ38.1 mm(Ø1.5インチ)ウェッジウィンドウ用高真空CFフランジビューポート(上記に掲載)に取り付けることができますので、ビューポートのウィンドウが破損した場合や、異なるARコーティングが必要になった場合には、交換品としてご使用になれます。上記でご用意している真空用フランジ(ウィンドウ無し)VC23FLにも取り付けが可能です。 ウィンドウをCFフランジに取り付ける方法については「ウィンドウの取付け」タブをご覧ください。

 ズーム
ズーム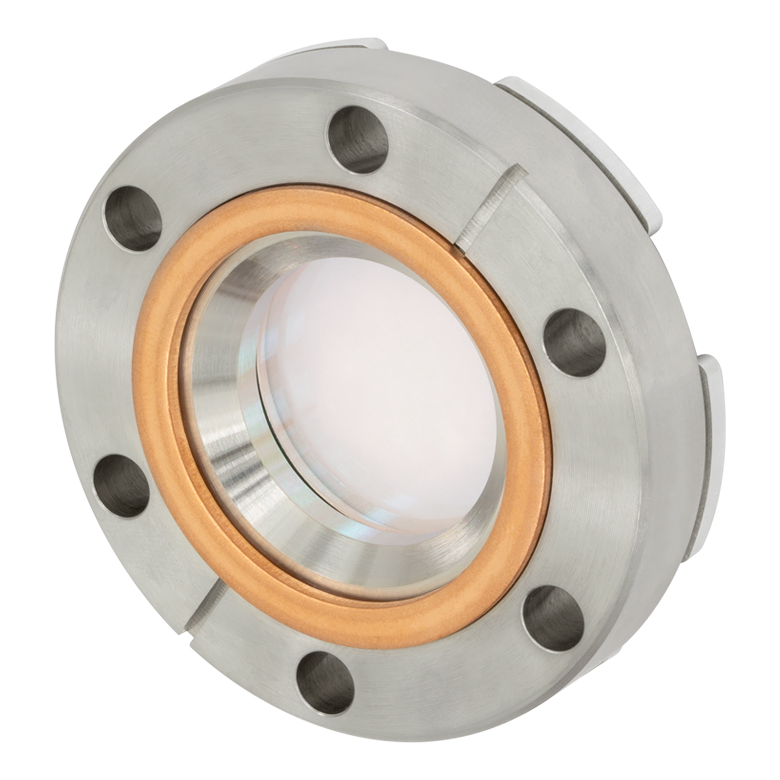
- ステンレススチール製(18-8)フランジ取付用ネジセットVMH6の内容
- ボルト6個(銀メッキ、1/4"-28 x 1.25"、12ポイント)
- ナット6個、ワッシャ12個
- Ø2.75インチCFフランジを用いて密閉する銅製ガスケット(1個使用)
- 101銅合金(純度99.99%)、OFHC(無酸素銅)
- VGC10:1/4硬質銅ガスケット
- VGA10:アニール済み銅ガスケット
当社ではØ2.75インチCFフランジを結合するための取付用ネジセットと銅製ガスケットをご用意しております。フランジは、ナイフエッジ機構を利用して、接合部品間を密閉します。密閉にはよく銅製ガスケットが採用されています。接合部のボルトをしっかりと締めた時に、ナイフエッジは銅製ガスケットに「噛み付き」、変形します。押し出された金属は全ての機械加工による凹みと表面欠損を埋め、漏れのない密閉を生み出します。
1/4硬質銅ガスケットならびにアニール済み銅ガスケットはそれぞれ10個セットでご用意しております。フランジの応力により光学素子が変形する可能性を低くするため、ビューポートには柔らかい方のアニール銅ガスケットのご使用をお勧めいたします。ステンレススチール製の取付用ネジセットには、銀メッキボルト6個、ナット6個、ワッシャ12個が含まれます。ボルトの銀メッキが潤滑油としてボルトのステンレススチール面とナットの摩耗を防止します。
取付手順
まずはじめにCFフランジのナイフエッジ面に埃や傷がないことを確認してください。その後ボルト穴の向きを選び、ガスケットを(リーク溝があれば、それとアライメントさせながら)挿入します。ワッシャをスライドさせてボルト上に取り付け、ボルトをフランジに差しこみ、もう1個ワッシャをつけてからナットを締め付けます。ボルトは手で締め付け、その後2つのレンチを使用してボルト頭部を保持し、ナットを回します。ナットは星型の順番で徐々に1/8~1/4ほど締め付けていきます。この手順を追うことにより、ガスケットの圧力と変形が均等で信頼ある密閉ができます。