 Products Home
Products Home高出力用マルチモードファイバーパッチケーブル、SMA-SMA
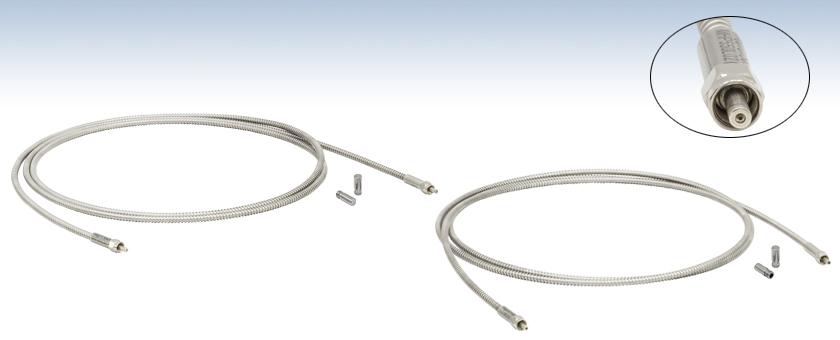
- Utilizes Air-Gap Ferrule Technology
- Wavelength Range: 400 - 2200 nm
- Damage Threshold up to 50 W (CW)
- Designed for Free-Space-to-Fiber Applications
MHP365L02
MHP910L02
Closeup of
Connector End










Please Wait

取扱いならびに使用について
高出力ケーブル取扱い時には、ファイバほか関連装置の損傷を防ぐためにも適切な操作および取扱いが不可欠です。
ご使用前に「取扱い」タブの取扱い、クリーニング、そして接続に関する注意事項をよくお読みください。

特長
- 高出力自由空間光をファイバに結合する用途向けに設計
(「取扱い」タブ参照) - エアギャップフェルール技術を利用した製品
- NA 0.22の低OHファイバ
- 動作波長範囲: 400~2200 nm
- SMA 905型コネクタ
- 外径5 mmのステンレススチール製保護チューブFT05SS
- 両端に研磨加工
- 損傷閾値:*
- 最大ビームパワー: 50 W @ 980 nm
- 最大パワー密度: 50 kW/cm2 @ 980 nm
- 動作温度: -50 °C~130 °C
*損傷閾値は、この2つの仕様をいずれも満たす必要があります。また、アセンブリの入射条件や動作波長によって変わる場合があります。
この高出力SMAパッチケーブルには、エアギャップフェルール技術が適用されており、エポキシ、コネクタ材料やコーティング等のエネルギを吸収する材料をファイバ端面から排除して高出力用途に適した製品となっています。ファイバのNA内かつファイバのコア内に集光される自由空間からの入射ビームをファイバに結合して使用する用途向けに設計されています(詳細は「取扱い」タブをご覧ください)。このコネクターフェルールはヒートシンクとしての役割を果たし、ファイバから短時間で熱を取り除きます。これらのアセンブリの損傷閾値は、入射条件や動作波長によって変わる場合があります。詳細は、「損傷閾値」タブをご参照ください。
このケーブルアセンブリは加工工程中に、材料、光学検査などに関して全品検査されています。このように広範囲に及ぶ検査を、製造工程の前段階から全行程を通して複数実施することで、非常に優れた製品をご提供しています。このフェルールの高さはIEC規格に合致していませんが、当社ではフェルールの高さが9.8 mm以下であることを保証しています。なお、高出力用パッチケーブルの試験には高さゲージを使用しないでください。ゲージとコネクタ端が接触することによって、露出したファイバの先端が損傷する可能性があります(詳細は「取扱い」タブをご参照ください)。
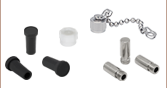
各パッチケーブルにはフェルールの先端を埃や他の危険から保護するキャップが2つ付属しています。追加のフェルール用ゴム製キャップCAPMと、SMAコネクタ用金属製ネジ付きキャップCAPSMも別途ご購入いただけます。
当社ではこれらのケーブルを、カスタム仕様の長さでご提供させていただいており、カスタムファイバとの組み合わせも可能です。このような製品にご興味のある場合は、当社にご相談ください。
| In-Stock Multimode Fiber Optic Patch Cable Selection Guide |
|---|
| Silica (180 nm to 2.4 µm) |
| Fluoride (285 nm to 5.5 µm) |
| Item # | Fiber | Core Diameter | Cladding Diameter | Coatinga Diameter | Buffera Diameter | NA | Bend Radiusb | Jacket | Length | Operating Temperature | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Short Term | Long Term | ||||||||||
| MHP200L02 | FG200LCC | 200 ± 8 µm | 240 ± 5 µm | 260 ± 6 µm | 400 ± 30 µm | 0.22 ± 0.02 | 26 mm | 52 mm | FT05SS, Ø5 mm Stainless Steel | 2 m | -50 °C to 130 °C |
| MHP365L02 | FG365LEC | 365 ± 14 µm | 400 ± 8 µm | 425 ± 10 µm | 730 ± 30 µm | 0.22 ± 0.02 | 43 mm | 86 mm | FT05SS, Ø5 mm Stainless Steel | 2 m | |
| MHP550L02 | FG550LEC | 550 ± 14 µm | 600 ± 10 µm | 630 ± 10 µm | 1040 ± 30 µm | 0.22 ± 0.02 | 48 mm | 96 mm | FT05SS, Ø5 mm Stainless Steel | 2 m | |
| MHP910L02 | FG910LEC | 910 ± 30 µm | 1000 ± 15 µm | 1035 ± 15 µm | 1400 ± 50 µm | 0.22 ± 0.02 | 69 mm | 138 mm | FT05SS, Ø5 mm Stainless Steel | 2 m | |
取扱い
重要:このファイバをお手元にある装置に適用される前に、必ずご使用の光源に関する操作・安全上の注意点をご確認ください。また、ファイバや関連装置の損傷を防ぐ上で不可欠な下記の操作・取扱い上の注意事項をご精読いただきますよう、お願い申し上げます。
1. ご提供したファイバをお手元のシステムに取り付ける前に、入力と出力用のコネクタ端をご確認ください。終端部に汚れや異物の付着があれば、下のクリーニングの項目に従ってクリーニングを実施してできる限り清潔な状態を保ってください。ファイバ終端部は、接続時と取外し時の両方のタイミングでチェックが必要です。適切なお手入れがなされていない場合、1つのコネクタの汚れが別のコネクタに簡単に付着し、汚れが拡がる場合があります。
2. 使用するファイバの損傷を最小限に抑えるために、ファイバ接続時には光源をOFFにするか、出力レベルを50 mW未満に落としてください。光学素子にアライメントを実施する必要があれば、初期アライメントは、低い出力(50 mW未満)で行なってください。光学素子が完全にアライメントされて定まった状態でなければ、レーザ光源をONにしてはいけません。
3.レーザ出力を上げる際には、数分毎に0.25 Wずつのペースで増やしていくことをお勧めします。その際、出力が変化するにつれて分岐比が変わらないように、ファイバからの出力をモニタしてください。
4. 光ビーム中にホットスポット(局地的エネルギースパイク)が発生しないようにご注意ください。ホットスポットがビーム中に存在する場合は、その部分のエネルギ濃度を計算して、ファイバの損傷閾値を超えないようにする必要があります。
5. 光ビームはファイバーコア内に十分に閉じ込められている必要があります(典型値はファイバーコアの80 %)。ファイバーコアに過度なエネルギが送り込まれたり、クラッド部に入射エネルギが漏れると、エネルギーレベルが異常に上がり、最悪の事態となる恐れがあります。
6. エネルギは、十分な余裕を持ってファイバのNAの範囲内で入力する必要があります(公差が+/-0.02であるときにNAが0.22であれば、最大入射エネルギは0.18 NAである必要があります。これは可能性のある最小のNAより10 %小さい数値です)。
7. コネクタは、屈折率整合ジェル、ネジ切りロック用液体等の潤滑剤とは併用しないでください。また化学物質を含むガスやオイルのある場所では使用しないでください。
8. 製品は端面に汚れが付着しないように清潔な環境で使用されなければなりません。端面にわずかでも埃等が付着すると、ファイバは容易に品質劣化し、破損します。
9. 高さゲージを使って高出力パッチケーブルのSMAコネクタ高さのテストは行わないでください。ゲージとコネクタ端の間の接触によりファイバの先端に損傷を与える可能性があります。
接続
この高出力ケーブルは、低出力ファイバーパッチケーブルに接続するよう設計されておりませんので、スリーブや固定減衰器には使用できません。スリーブを使用するとケーブルが損傷する場合があります。
クリーニング
使用後には圧縮空気を用いてフェルールから汚れや異物を取り除いてください。ファイバ端面のクリーニングには、イソプロピルアルコール等の洗浄用の溶剤は使用禁止です。ファイバースコープでファイバ端面を注意深くチェックしていただき、汚れが完全に取り除かれていることを確認してください。汚染を予防するために、使用前後に毎回必ずキャップとファイバをクリーニングされることをお勧めします。
使用時以外では、ファイバ終端やコネクターコンセントを異物や汚れから保護するために付属のキャップを取り付けておいてください。ケーブル付属の埃よけキャップの使用を推奨します。付属品以外のキャップは使用しないでください。ケーブルに付属するキャップのみが清浄プロセスに適していると認定されています。他のキャップは離型材で汚染されていることが多く、ファイバ終端に付着する可能性があります。この種類の汚れは目視では見つけることが困難で、なかなかクリーニングで除去することができません。

Click to Enlarge
光ファイバ内の全反射
光ファイバ内の光の伝搬
光ファイバは光学製品を大分類すると光導波路の一部で、内部全反射(TIR)を利用して個体または液体構造内に光を閉じ込め、伝搬させます。その中でも光ファイバは数多くの用途に使用され、一般的な例としては光通信、分光、照明などがあげられます。
広く使用されているガラス(石英)ファイバの構造の1つに右の図で示しているステップインデックスファイバがあります。ステップインデックスファイバのコアは周りのクラッド層よりも屈折率の高い材料でできています。 光が周りの媒質により屈折するのではなく、コアとクラッドの界面で反射する入射角が存在します。ファイバ内で全反射する条件を満たすために、ファイバの入射角をある角度より低くしなければなりません。この角度は受光角度、θaccと定義されます。 角度を求めるにはスネルの法則が使用されます。
![]()

ここでncoreはファイバのコアの屈折率、ncladはファイバのクラッドの屈折率、nは外側の媒質の屈折率、θcritは臨界角、そしてθaccはファイバの受光角度の半角となります。開口数はファイバの製造メーカが使用する無次元数で、光ファイバの受光角度により規定されます。下記の式で表します。
大径コアのステップインデックスファイバ(マルチモード)では、この式を用いてNAが直接求められます。NAはファーフィールドビームのプロファイルをたどり、ビームの中心からビーム強度が最大の5%になる点までの角度を測ることによって、実験によっても求められます。しかし、計算式でNAを直接求めることが最も正確な値を得る方法になります。
光ファイバ内のモード数
光ファイバ内で光が伝搬する経路はファイバの導波モードとして知られています。コア・クラッド領域の物理的寸法、屈折率、そして波長により、1本の光ファイバ内では1から何千のモードが存在することになります。最も一般的に製造されているのは2種類で、シングルモードファイバ(単一導波モードが存在)とマルチモードファイバ(多数の導波モードが存在)があります。マルチモードファイバにおいては、低次モードではファイバのコア内に光を空間的に閉じ込める傾向があり、一方、高次モードではコアとクラッドの界面近くで光を空間的に閉じ込める傾向があります。
光ファイバのモード数(シングルモードまたはマルチモード)はいくつかのシンプルな計算により予測することができます。規格化された光の周波数(V-number)は自由空間光周波数に比例する無次元数ですが、光ファイバの導波特性を示します。V-numberは下の式で定義されます。
![]()
Vは規格化周波数(V-number)、aはファイバのコア半径、λは自由空間波長です。マルチモードファイバのV-numberは大きく、例えば、コアØ50 µm、NA0.39のマルチモードファイバのV-numberは波長1.5 µmにおいて40.8です。
V-numberが大きいマルチモードファイバにおけるモード数は下の関係式で概算します。
![]()
上記のコアØ50 µm、NA0.39のマルチモードファイバの例では、ファイバ内を同時期に伝搬するモード数は約832となります。
シングルモードファイバはV-numberが2.405未満あると定義されています。これは光がファイバの基本モードのみに結合することを表しています。この条件を満たすためにシングルモードファイバは同じ波長でのマルチモードファイバに比べてコアサイズとNAが大幅に小さくなります。1つの例として、SMF-28 Ultraのシングルモードファイバの公称NAは0.14、コアはØ8.2 µmで、1550 nmにおけるVナンバは2.404です。

Click to Enlarge
マクロベンドロスによる減衰

Click to Enlarge
マイクロベンドロスによる減衰
Click to Enlarge
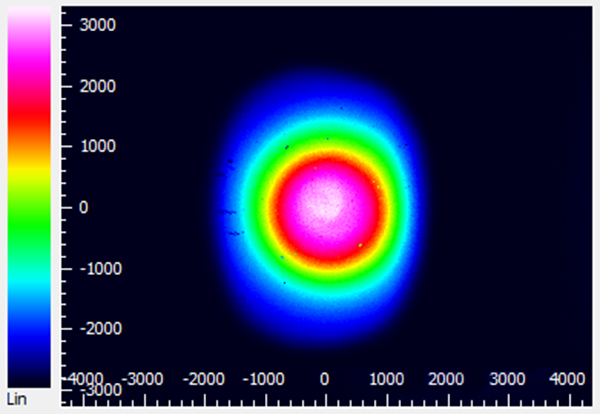
マルチモードファイバFT200EMT透過後のビームプロファイル測定結果。旧製品LED M565F1(代替品 M565F3) の光がコアではなく、ファイバのクラッドに導かれていることが示されています。
減衰の要因
光ファイバ内の損失は減衰とも呼ばれ、ファイバの全伝送損失を予測するために特性化し、数値化されます。これらの損失の原因は通常波長に依存し、またファイバそのものに使用されている材料からファイバの曲げによるものなど様々です。減衰が生じる一般的な要因を下記に説明しております。
吸収
標準的な光ファイバ内の光はファイバ材料を介して導かれているため、光がファイバを伝搬するにつれて吸収による損失があります。標準的なファイバは溶融石英を使用して製造され、1300 nm~1550 nmで透過するよう最適化されています。これよりも長い波長(>2000 nm)だと、溶融石英内の多光子相互作用により、大幅な吸収につながります。フッ化ジルコニウム(ZrF4 )やフッ化インジウム(InF3)が主に中赤外域用ファイバの製造に使用されているのは、これらの波長で低損失だからです。ZrF4 ならびにInF3 の(多光子相互作用が起こらない)限界波長はそれぞれ約3.6 µmと4.6 µmです。
ファイバ内の異物も吸収損失の原因となります。 不純物質の1例は、1300 nmと2.94 µm付近の光を吸収する、ファイバのガラス内に閉じ込めれた水分子です。アプリケーションによっては(光通信など)はこの波長領域を利用するため、ファイバ内の水分子が信号を大幅に減衰します。
製造メーカではよくファイバーガラス内のイオンの密度を制御することでファイバの透過・減衰特性の調整を行っています。例えば、水酸化物イオン(OH-)はもともと石英に含まれていて、近赤外~赤外スペクトル域で光を吸収します。そのため、低OHのファイバは通信波長での透過に適しています。一方で高OHのファイバは通常、UV波長で透過率が増加するため、蛍光用途やUV~可視域での分光用途向けに適しています。
散乱
光ファイバの用途の多くでは、光散乱が損失の主な原因です。散乱は媒質の屈折率の変化が起きた場所で生じます。このような屈折率の変化には不純物、粒子、泡など外因的なものと、ガラスの密度、組成、相状態の変動による内因的なものがあります。散乱は光の波長に反比例しますので、UVや青色のスペクトル領域などの短い波長では大きな散乱損失が起こります。適切なファイバのクリーニング、処理、ならびに保管手順により、大きな散乱損失を招くファイバ先端の不純物を最小限に留めることができます。
曲げ損失
光ファイバの外部ならびに内部形状の変化によって起こる損失は曲げ損失と呼ばれています。通常曲げ損失はマクロベンドロスとマイクロベンドロスの2つのカテゴリーに分けられます。
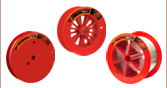
マクロベンドロスは一般的に光ファイバの物理的な曲げ、例えば細いコイルに巻くような場合に生じる損失です。右の画像のように、導波光はファイバのコアならびにクラッド領域内に空間的に分布されています。ファイバを曲げた場合、径の外側付近の光は速度を上げないことには同じ空間モードプロファイルを維持することはできません。維持できない場合、放射光として光エネルギが周囲に奪われます。曲げ半径が大きいと曲げに関わる損失は小さくなります。ただし、推奨するファイバの曲げ半径より小さい曲げ半径では大幅な曲げ損失となります。光ファイバは、短時間であれば小さい曲げ半径でも動作可能ですが、長期間保管する際の曲げ半径は推奨する値よりも大きくしてください。 適切な保管状態(温度と曲げ半径)でファイバの恒久的な損傷の可能性を下げることができます。ファイバ収納リールFSR1は高曲げ損失が最小に抑えられるよう設計されています。
マイクロベンドロスは、ファイバの内部形状、とりわけコアとクラッド層の変化により起こります。これらのファイバ構造内のランダムな変化(凹凸など)は、内部全反射に必要な条件を妨げ、伝搬する光がファイバの外に漏れる非伝搬モードに結合する原因となります(右の画像をご覧ください)。曲げ半径によるマクロベンドロスとは異なり、マイクロベンドロスはファイバの製造過程で起こるファイバの恒久的な欠陥によるものです。
クラッドモード
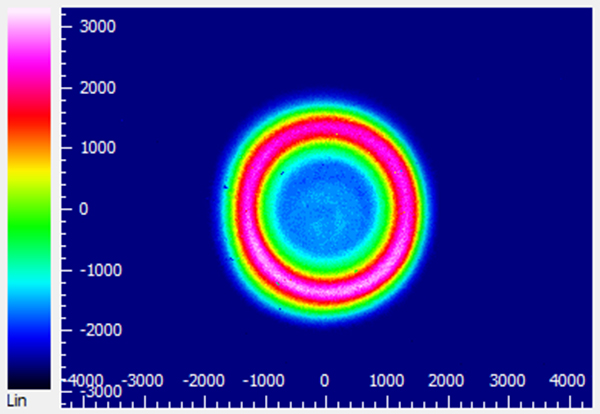
マルチモードファイバ内の光のほとんどはコア内の内部全反射により伝搬しますが、高次モードでは、クラッドとコーティング・バッファの界面での内部全反射によりコア層とクラッド層の両方で光を伝搬する場合があります。これはクラッドモードと呼ばれます。右のビームプロファイル測定はこの1例です。ファイバのコア内よりもクラッド内で高い強度のクラッドモードを示しています。これらは非伝搬モードの(つまり、内部全反射の条件を満たさない)場合と、ファイバをかなり長く伝搬する場合があります。クラッドモードは一般的に高次のため、ファイバの曲げや欠陥によるマイクロベンドは損失の原因となります。クラッドモードは、2本のファイバをコネクタで接続した場合、簡単に結合できないため消失します。
クラッドモードはそのビームの空間プロファイルへの影響により、用途(例:自由空間への入射)によっては望ましくない場合があります。ファイバ長が長くなると、このモードは自然に減衰します。ファイバ長が短い場合(<10 m)、希望する伝搬モードを維持しながらファイバからクラッドモードを除去する方法の1つとして、マンドレルラップを使用してクラッドモードが除去できる半径で曲げる方法があります。
入射状態
アンダーフィルの入射状態
幅広い開口で光を受容する大径マルチモードファイバの場合、ファイバに結合する光の状態(例:光源種類、ビーム径、NA)が透過性能に著しい影響を及ぼすことがあります。アンダーフィルの入射状態は、入射光の界面でのビーム径ならびにNAがファイバのコア径ならびにNAよりも小さいときに起こります。一般的な例としてレーザ光源を大径マルチモードファイバに入射する例があります。下の図ならびにビームプロファイル測定画面でご覧いただけるように、アンダーフィルの入射状態ではファイバの中心に光を空間的に集光する傾向があり、高次モードよりも低次モードが得やすくなります。その結果、マクロベンドの影響は少なく、クラッドモードもありません。アンダーフィルの入射状態における挿入損失の測定値は典型値よりも低い傾向にあり、またパワー密度はファイバのコアの方がより高くなります。


オーバーフィルの入射状態
オーバーフィルの入射状態は、入射光の界面でのビーム径ならびにNAがファイバのコア径ならびにNAよりも大きいときに起こる状態によって定義されます。この状態はLED光源の光を小径マルチモードファイバに入射する場合に得られます。オーバーフィルの入射状態ではファイバのコア全体とクラッドの一部に光があたり、低次モードと高次モードが均一に得られ(下の図参照)、そしてクラッドモードに結合する可能性が高くなります。高次モードの割合が高くなることにより、オーバーフィル状態のファイバは曲げにさらに敏感になります。オーバーフィルの入射状態における挿入損失の測定値は典型値よりも高い傾向にありますが、全体的な出力パワーはアンダーフィルの入射状態に比べて高くなります。

アンダーフィルとオーバーフィルの入射状態には、用途の要件によって長所や欠点があります。マルチモードファイバの基本性能を測定するには、ファイバのコア径に対して70~80%のビーム径の入射光を使用することをお勧めします。オーバーフィル状態のファイバは、短い距離では出力パワーが高くなります。しかし、長い距離(>10~ 20 m)では減衰の影響をより受けやすい高次モードが消失します。
| Quick Links |
|---|
| Damage at the Air / Glass Interface |
| Intrinsic Damage Threshold |
| Preparation and Handling of Optical Fibers |
レーザによる石英ファイバの損傷
このチュートリアルではコネクタ無し(素線)ファイバ、コネクタ付きファイバ、およびレーザ光源に接続するその他のファイバ部品に関連する損傷メカニズムを詳しく説明しています。そのメカニズムには、空気/ガラス界面(自由空間結合時、またはコネクタ使用時)ならびにファイバ内における損傷が含まれます。ファイバ素線、パッチケーブル、または溶融型カプラなどのファイバ部品の場合、損傷につながる複数の可能性(例:コネクタ、ファイバ端面、機器そのもの)があります。ファイバが対処できる最大パワーは、常にそれらの損傷メカニズムの中の最小の限界値以下に制限されます。
損傷閾値はスケーリング則や一般的なルールを用いて推定することはできますが、ファイバの損傷閾値の絶対値は利用方法やユーザ定義に大きく依存します。このガイドは、損傷リスクを最小に抑える安全なパワーレベルを推定するためにご利用いただくことができます。適切な準備と取扱い方法に関するガイドラインにすべて従えば、ファイバ部品は規定された最大パワーレベルで使うことができます。最大パワーの値が規定されていない場合は、部品を安全に使用するために下表の「実用的な安全レベル」の範囲に留めてご使用ください。 パワー処理能力を低下させ、ファイバ部品に損傷を与える可能性がある要因は、ファイバ結合時のミスアライメント、ファイバ端面の汚れ、あるいはファイバそのものの欠陥などですが、これらに限られるわけではありません。特定の用途におけるファイバのパワー処理能力に関するお問い合わせは当社までご連絡ください。

Click to Enlarge
損傷のないファイバ端

Click to Enlarge
損傷のあるファイバ端
空気/ガラス界面における損傷
空気/ガラス界面ではいくつかの損傷メカニズムが存在する可能性があります。自由空間結合の時、またはコネクタで2本のファイバを結合した時、光はこの界面に入射します。高強度の光は端面を損傷し、ファイバのパワー処理能力の低下や恒久的な損傷につながる場合があります。コネクタ付きのファイバで、コネクタがエポキシ接着剤でファイバに固定されている場合、高強度の光によって発生した熱により接着剤が焼けて、ファイバ端面に残留物が残る可能性があります。
| Estimated Optical Power Densities on Air / Glass Interfacea | ||
|---|---|---|
| Type | Theoretical Damage Thresholdb | Practical Safe Levelc |
| CW (Average Power) | ~1 MW/cm2 | ~250 kW/cm2 |
| 10 ns Pulsed (Peak Power) | ~5 GW/cm2 | ~1 GW/cm2 |
ファイバ素線端面での損傷メカニズム
ファイバ端面での損傷メカニズムはバルクの光学素子の場合と同様なモデル化ができ、UV溶融石英(UVFS)基板の標準的な損傷閾値を石英ファイバに当てはめることができます。しかしバルクの光学素子とは異なり、光ファイバの空気/ガラス界面においてこの問題に関係する表面積やビーム径は非常に小さく、特にシングルモードファイバの場合はそれが顕著です。 パワー密度が与えられたとき、ファイバに入射するパワーは、小さいビーム径に対しては小さくする必要があります。
右の表では光パワー密度に対する2つの閾値が記載されています。理論的な損傷閾値と「実用的な安全レベル」です。一般に、理論的損傷閾値は、ファイバ端面の状態も結合状態も非常に良いという条件で、損傷のリスク無しにファイバの端面に入射できる最大パワー密度の推定値を表しています。「実用的な安全レベル」のパワー密度は、ファイバ損傷のリスクが極めて小さくなる値を示しています。ファイバまたはファイバ部品をこの実用的な安全レベルを超えて使用することは可能ですが、その時は取扱い上の注意事項を適切に守り、使用前にローパワーで性能をテストする必要があります。
シングルモードの実効面積の計算
シングルモードファイバの実効面積は、モードフィールド径(MFD)、すなわちファイバ内の光が伝搬する部分の断面積によって定義されます。この面積にはファイバのコアとクラッドの一部が含まれます。シングルモードファイバとの結合効率を良くするためには、入射ビーム径をファイバのモードフィールド径に合致させなければなりません。
例として、シングルモードファイバSM400を400 nmで使用した時のモードフィールド径(MFD)は約Ø3 µmで、SMF-28 Ultraを1550 nmで使用したときのモードフィールド径(MFD)はØ10.5 µmです。これらのファイバの実効面積は下記の通り計算します。
SM400 Fiber: Area = Pi x (MFD/2)2 = Pi x (1.5 µm)2 = 7.07 µm2 = 7.07 x 10-8 cm2
SMF-28 Ultra Fiber: Area = Pi x (MFD/2)2 = Pi x (5.25 µm)2 = 86.6 µm2 = 8.66 x 10-7 cm2
ファイバ端面が対応できるパワーを推定するには、パワー密度に実効面積を乗じます。なおこの計算は均一な強度プロファイルを想定しています。しかしほとんどのレーザービームでは、シングルモード内でガウス分布を示すため、ビームの端よりも中央のパワー密度が高くなります。よって、これらの計算は損傷閾値または実用的安全レベルに対応するパワーとは若干異なることを考慮する必要があります。連続光源を想定して上記のパワー密度の推定値を使用すると、それぞれのパワーは下記のように求められます。
SM400 Fiber: 7.07 x 10-8 cm2 x 1 MW/cm2 = 7.1 x 10-8 MW = 71 mW (理論的損傷閾値)
7.07 x 10-8 cm2 x 250 kW/cm2 = 1.8 x 10-5 kW = 18 mW (実用的な安全レベル)
SMF-28 Ultra Fiber: 8.66 x 10-7 cm2 x 1 MW/cm2 = 8.7 x 10-7 MW = 870 mW (理論的損傷閾値)
8.66 x 10-7 cm2 x 250 kW/cm2 = 2.1 x 10-4 kW = 210 mW (実用的な安全レベル)
マルチモードの実効面積
マルチモードファイバの実効面積は、そのコア径によって定義されますが、一般にシングルモードファイバのMFDよりもはるかに大きくなります。当社では最適な結合を得るためにコア径のおよそ70~80%にビームを集光することをお勧めしています。マルチモードファイバでは実効面積が大きくなるほどファイバ端面でのパワー密度は下がるので、より大きな光パワー(通常キロワットオーダ)を入射しても損傷は生じません。
フェルール・コネクタ付きファイバに関する損傷メカニズム
 Click to Enlarge
Click to Enlargeコネクタ付きシングルモード石英ファイバに入力可能なパワー処理限界値(概算)を示したグラフ。各線はそれぞれの損傷メカニズムに応じたパワーレベルの推定値を示しています。 入力可能な最大パワーは、損傷メカニズムごとに制限されるパワーのうちの一番小さな値(実線で表示)によって制限されます。
コネクタ付きファイバのパワー処理能力に関しては、ほかにも考慮すべき点があります。ファイバは通常、エポキシ接着剤でセラミック製またはスチール製のフェルールに取り付けられています。光がコネクタを通してファイバに結合されると、コアに入射せずにファイバを伝搬する光は散乱されてファイバの外層からフェルール内へ、さらにフェルール内でファイバを保持する接着剤へと伝搬します。光の強度が大きいとエポキシ接着剤が焼け、それが蒸発して残留物がコネクタ端面に付着します。これによりファイバ端面に局所的に光を吸収する部分ができ、それに伴って結合効率が減少して散乱が増加するため、さらなる損傷の原因となります。
エポキシ接着剤に関連する損傷は、いくつかの理由により波長に依存します。一般に、光の散乱は長波長よりも短波長で大きくなります。短波長用のMFDの小さなシングルモードファイバへの結合時には、ミスアライメントに伴ってより多くの散乱光が発生する可能性があります。
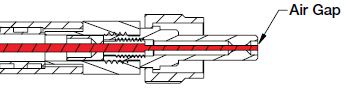
エポキシ樹脂が焼損するリスクを最小に抑えるために、ファイバ端面付近のファイバとフェルール間にエポキシ接着剤の無いエアギャップを有するファイバーコネクタを構築することができます。当社の高出力用マルチモードファイバーパッチケーブルでは、このような設計のコネクタを使用しております。
複数の損傷メカニズムがあるときのパワー処理限界値を求める方法
ファイバーケーブルまたはファイバ部品において複数の損傷要因がある場合(例:ファイバーパッチケーブル)、入力可能なパワーの最大値は必ずファイバ部品構成要素ごとの損傷閾値の中の一番小さな値により決まります。この値が一般的にはパッチケーブルの端面に入射可能な最大のパワーを表します(出力パワーではありません)。
右のグラフは、シングルモードパッチケーブルにおけるファイバ端面での損傷とコネクタでの損傷に伴うパワー処理限界の推定値を例示しています。 ある波長におけるコネクタ付きファイバの総合的なパワー処理限界値は、その波長に対する2つの制限値の小さい方の値(実線)によって制限されます。488 nm付近で使用しているシングルモードファイバは主にファイバ端面の損傷(青い実線)によって制限されますが、1550 nmで使用しているファイバはコネクタの損傷(赤い実線)によって制限されます。
マルチモードファイバの実効面積はコア径で定義され、シングルモードファイバの実効面積より大きくなります。その結果、ファイバ端面のパワー密度が小さくなり、大きな光パワー(通常キロワットオーダ)を入射してもファイバに損傷は生じません(グラフには表示されていません)。しかし、フェルール・コネクタの損傷による限界値は変わらないため、マルチモードファイバが処理できる最大パワーはフェルールとコネクタによって制限されることになります。
上記の値は、取り扱いやアライメントが適切で、それらによる損傷が生じない場合のパワーレベルです。また、ファイバはここに記載されているパワーレベルを超えて使用されることもあります。しかし、そのような使い方をする場合は一般に専門的な知識が必要で、まずローパワーでテストして損傷のリスクを最小限に抑える必要があります。その場合においても、ハイパワーで使用するファイバ部品は消耗品と捉えた方が良いでしょう。
ファイバ内の損傷閾値
空気/ガラス界面で発生する損傷に加え、ファイバのパワー処理能力はファイバ内で発生する損傷メカニズムによっても制限されます。この制限はファイバ自体が本質的に有するもので、すべてのファイバ部品に適用されます。ファイバ内の損傷は、曲げ損失による損傷とフォトダークニングによる損傷の2つに分類されます。
曲げ損失
ファイバが鋭く曲げられると、コア内を伝搬する光がコア/クラッド界面において反射する際に、その反射角が全反射臨界角よりも大きくなります。曲げ損失は、このように内部全反射ができなくなることにより生じる損失です。このような状況下では、光はファイバから局所的に漏れだします。漏れる光のパワー密度は一般に大きく、ファイバのコーティングや補強チューブが焼損する可能性があります。
特殊ファイバに分類されるダブルクラッドファイバは、コアに加えてファイバのクラッド(2層目)も導波路として機能するため、曲げ損失による損傷のリスクが抑えられます。クラッドと被覆の界面の臨界角をコアとクラッドの界面の臨界角より大きくすることで、コアから漏れた光はクラッド内に緩く閉じ込められます。その後、光はセンチメートルからメートルオーダーの距離に渡って漏れ出しますが、局所的ではないため損傷リスクは最小に留められます。当社ではメガワットレベルの大きなパワーにも対応するNA 0.22のダブルクラッドマルチモードファイバを製造、販売しております。
フォトダークニング
もう1つのファイバ内の損傷メカニズムとして、特にコアにゲルマニウムが添加されたファイバをUVや短波長の可視光で使用した時に起こるフォトダークニングまたはソラリゼーションがあります。これらの波長で使用されたファイバは時間の経過とともに減衰量が増加します。 フォトダークニングが発生するメカニズムはほとんど分かっていませんが、その現象を緩和するファイバはいくつか開発されています。例えば、水酸イオン(OH)が非常に低いファイバはフォトダークニングに耐性があることが分かっています。またフッ化物などのほかの添加物もフォトダークニングを低減させる効果があります。
しかし、上記の対応をとったとしても、UV光や短波長に使用したファイバはいずれフォトダークニングが生じます。よってこれらの波長で使用するファイバは消耗品としてお考えください。
光ファイバの準備ならびに取扱い方法
一般的なクリーニングならびに操作ガイドライン
この一般的なクリーニングならびに操作ガイドラインはすべてのファイバ製品向けにお勧めしております。さらに付属資料やマニュアルに記載された個々の製品に特化したガイドラインも遵守してください。損傷閾値の計算は、すべてのクリーニングおよび取扱い手順に適切に従ったときにのみ適用することができます。
(コネクタ付き、またはファイバ素線に関わらず)ファイバを設置または組み込む前に、すべての光源はOFFにしてください。これにより、損傷の可能性のあるコネクタまたはファイバの脆弱な部分に集光されたビームが入射しないようにすることができます。
ファイバやコネクタ端面の品質がファイバのパワー処理能力に直結します。ファイバを光学系に接続する前に必ずファイバ端を点検してください。端面はきれいで、入射光の散乱を招く汚れや汚染物質があってはなりません。ファイバ素線は使用前にクリーブし、クリーブの状態が良好であることを確認するためにファイバ端面の点検をしてください。
ファイバを光学系に融着接続する場合、ハイパワーで使用する前にまずローパワーで融着接続の状態が良いことを確認してください。融着接続の品質が良くないと接続面での散乱が増え、ファイバ損傷の原因となる場合があります。
システムのアライメントや光結合の最適化などの作業はローパワーで行ってください。これによりファイバの(コア以外の)他の部分の露光が最小に抑えられます。ハイパワーのビームがクラッド、被覆またはコネクタに集光された場合、散乱光による損傷が発生する可能性があります。
ハイパワーでファイバを使用するための要点
光ファイバやファイバ部品は一般には安全なパワー限界値内で使用する必要がありますが、アライメントや端面のクリーニングがとても良い理想的な条件下では、ファイバ部品のパワー限界値を上げることができる場合があります。入力または出力パワーを増加させる前に、システム内のファイバ部品の性能と安定性を確認し、またすべての安全ならびに操作に関する指示に従わなければなりません。下記はファイバ内またはファイバ部品内の光パワーをの増大させること加を検討していするときに役立つご提案です。
ファイバースプライサを使用してファイバ部品をシステムに融着接続すると、空気/ファイバ界面での損傷の可能性を最小化できます。品質の高い融着接続が実現されるよう、すべて適切なガイドラインに則って実施する必要があります。融着接続の状態が悪いと、散乱や融着接続面での局所的な加熱などが発生し、ファイバを損傷する可能性があります。
ファイバまたはファイバ部品の接続後、ローパワーでシステムのテストやアライメントを実施してください。システムパワーを必要な出力パワーまで徐々に上昇させ、その間、定期的にすべての部品が適切にアライメントされ、結合効率が入力パワーによって変動していないことを確認します。
ファイバを鋭く曲げると曲げ損失が発生し、ファイバのストレスを受けた部分から光が漏れる可能性があります。ハイパワーで使用している時は、大量の光が小さな局所領域(歪みのある領域)から流出すると局所的に加熱され、ファイバが損傷する可能性があります。使用中はファイバの曲げが生じないよう配慮し、曲げ損失を最小限に抑えてください。
また、用途に適したファイバを選ぶことも損傷防止に役立ちます。例えば、ラージモードエリアファイバは、標準的なシングルモードファイバをハイパワー光用として用いる場合の良い代替品となります。優れたビーム品質を有しながらMFDも大きいため、空気/ファイバ界面でのパワー密度は小さくなります。
ステップインデックスシングルモード石英ファイバは、一般にUV光やピークパワーの大きなパルス光には使用しませんが、これはその用途に伴う空間パワー密度が大きいためです。
| Posted Comments: | |
Ronald Ulbricht
(posted 2024-06-17 09:18:48.12) Is it possible to get the 200µm diameter version for a length of 5m? cdolbashian
(posted 2024-06-21 04:25:10.0) Thank you for reaching out to us with this request. Custom configurations of stock components can be directly requested with our "Custom Fiber Configurator" here: https://www.thorlabs.com/newgrouppage9.cfm?objectgroup_id=2410. I have reached out to you directly in order guide you through this process. user
(posted 2022-11-22 12:16:29.67) Hello,
To clean the fiber, we use just compressed air ? But if there is some dust, like oil, on the fiber, what can we do ? Use a solvent ?
Thanks jgreschler
(posted 2022-11-28 04:31:06.0) Thank you for reaching out to Thorlabs. Using a solvent like isopropanol or methanol with compressed air is our first recommendation. If that does not remove the debris, you can also drag a lint free wipe doused in solvent gently across the facet but do not apply any additional pressure. Particularly with the 200um version, take extreme caution to not catch the wipe on the edge of the fiber or it will break. Hua Jiao
(posted 2020-04-05 21:38:42.7) Hi,
We have two applications that need high power connectors with pigtails to splice to our devices. Both applications requires high optical power handling, by delivering a device output power to a sensor via free space. One application uses 105/250um multimode fiber (NA: 0.12) with power up to 30Watt at 976nm CW. The other application uses 10/125/250 double clad fiber with up to 60Watt at 976nm CW in the cladding. Please advise if Thorlabs has any product available for any of the application or if a customized product is possible.
Thanks,
Hua Jiao
NASA Goddard Space Flight Center
Greenbelt, MD 20771 YLohia
(posted 2020-04-06 08:57:15.0) Hi Hua, thank you for contacting Thorlabs. Custom high power patch cables can be requested by emailing techsupport@thorlabs.com or using the custom fiber online configurator (https://www.thorlabs.com/newgrouppage9.cfm?objectgroup_id=2410). We will reach out to you directly to discuss the possibility of offering this. Georgios Katsoprinakis
(posted 2019-07-11 08:04:13.763) Hi.
I see that your MHP910L02 patch cables are built around the Low-OH FG910LEC fiber.
Is it possible for us to buy such a patch cable, but with the High-OH FG910UEC?
Are such things in stock?
If not, what would be the lead time?
Thank you. YLohia
(posted 2019-07-11 11:09:30.0) Hello, thank you for contacting Thorlabs. This can be customized on our custom fiber patch cable configuration tool : https://www.thorlabs.com/newgrouppage9.cfm?objectgroup_id=2410 mrandall
(posted 2017-09-07 15:08:30.257) Please can you tell me if you make a "High-Power Multimode Fiber Optic Patch Cables: SMA to FC/PC"
Maximum power we use is 30 Watts CW. 200/240 um or 200/280 um
Thanks tfrisch
(posted 2017-09-20 03:34:56.0) Hello, thank you for contacting Thorlabs. The power handling of a fiber will depend on what it is connected to. Our HPSMA connectors are only intended for freespace-to-fiber or fiber-to-freespace applications, but FC/PC is often used fiber-to-fiber. I will reach out to you directly about your application and how to prevent optical power from damaging the adhesives used in connectorizing fibers. cdaly
(posted 2012-12-05 16:26:00.0) Response from Chris at Thorlabs: We recommend using these patch cables with no more than 50 Watts of CW power. Given your specifications, best case scenario with a Gaussian pulse, I calculate your average power would still be too high at 750W. Your peak power as well would be too much for these to handle. dhanamsurgical
(posted 2012-12-04 10:53:42.61) Can i use the cable MHP910l02 / MHP550L02 for the following pulse laser power for welding application.
15 kw,
20ms
5 hz.
wavelength 1064. jjurado
(posted 2011-05-06 16:32:00.0) Response from Javier at Thorlabs to last poster: As a guideline, we would recommend limiting the energy density to ~2.5 J/mm^2 (@1064 nm, 1 ms pulse width). However, keep in mind that the fiber cable needs to be carefully handled in order to prevent damage to the fiber at the air-fiber interface and to avoid potential safety hazards. Please read the instructions available in the Handling tab on this page. Do not hesitate to contact us at techsupport@thorlabs.com if you have any further questions or comments. user
(posted 2011-05-04 14:34:40.0) Can we use it with pulsed laser? What is the safe power in that case? apalmentieri
(posted 2010-01-06 08:54:18.0) A response from Adam at Thorlabs to Damage-Resistant SMA patch cables. They contain .22NA multimode fiber, but are not considered fiber bundles. The core sizes are the following:
M200L02: 200um core size
M365L02: 365um core size
M550L02: 550um core size
More information about the fiber specifications can be found under the specs tab of this website. Information about the power specifications can be found under the handling tab on this website. I will email you directly to find out if more information is needed. ssz1612001
(posted 2010-01-05 22:23:56.0) Dear sir:
Could you provide us fiber bundle spec? |